关键词 |
塑料ABS制品开模定制 |
面向地区 |
全国 |
材质 |
ABS |
品牌 |
国产 |
智能塑料由形状记忆聚氨酯制成,通过70摄氏度高温加热,它能从体积不足终体积的5%膨胀到终大小。如果终产品出现破损,可以重新熔化,并在几分钟内形成新物件,破损也将自动愈合。
想象一下爆米花是如何膨大变形的,你就可以理解塑料是如何膨胀变形为各式家具的。具有这种神奇功能的塑料被称为“智能塑料”,它能在通电后膨胀成任何形状的家具。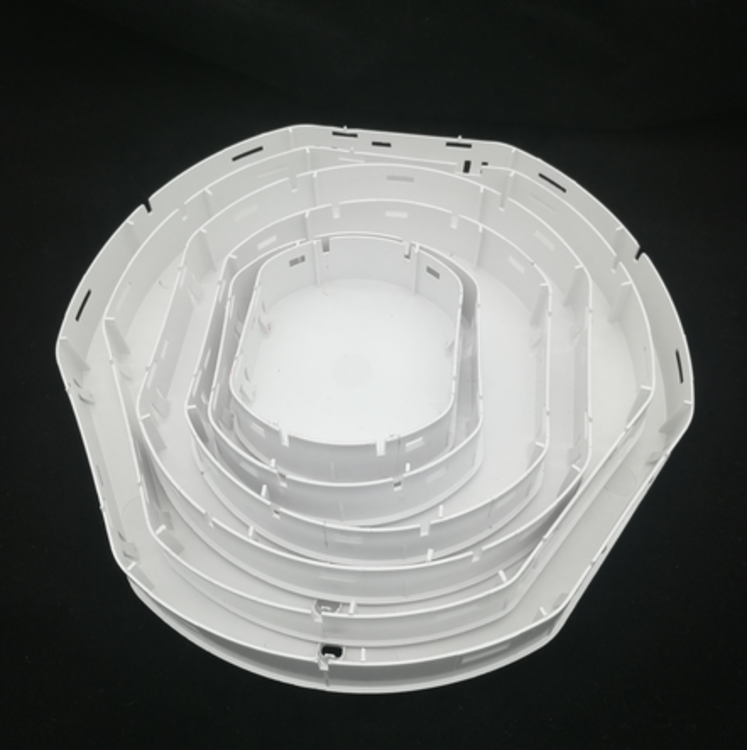
注意注射成型装置的方向。在模具总图中,吊装方向一般是图纸的主视图方向,吊装按总图进行。如果图案没有明确表达或者出于其他原因没有规则,那么注射装置的方向的选择遵循以下标准。当存在横向滑动结构时,请尝试使其移动方向与度方向平行。向下开口时,不要将其置于向上开口的方向上。有效地保持侧滑块的安全复位,避免触摸中心。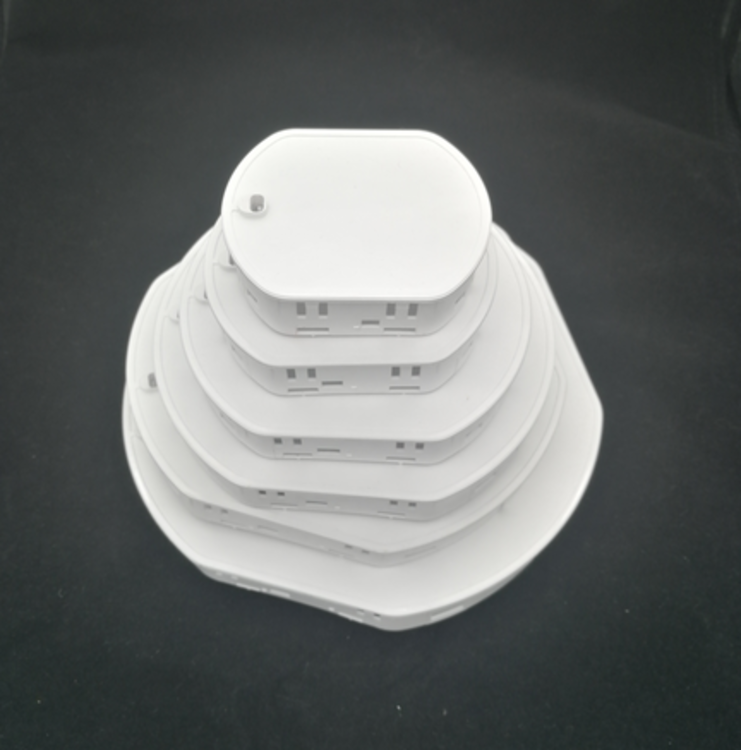
注塑模具流程把控得好,其终的目的是做出好的成型产品来,那么注塑模具制造厂流程中做出好的成型产品,需要注意哪些事项?
1.产品表面不允许缺陷:缺料、烧焦、顶白、白线、披峰、起泡、拉白(或拉裂、拉断)、烘印、皱纹。
2.熔接痕:一般圆形穿孔熔接痕长度不大于5mm,异形穿孔熔接痕长度小于15mm,熔接痕强度并能通过功能安全测试。
3.收缩:外观面明显处不允许有收缩,不明显处允许有轻微缩水(手感不到凹痕)。
4.变型:一般小型产品平面不平度小于0.3mm,有装配要求的需装配要求。
5.外观明显处不能有气纹、料花,产品一般不能有气泡。
6.产品的几何形状,尺寸大小精度应符合正式有效的开模图纸(或3D文件)要求,产品公差需根据公差原则,轴类尺寸公差为负公差,孔类尺寸公差为正公差,顾客有要求的按要求。
7.产品壁厚:产品壁厚一般要求做到平均壁厚,非平均壁厚应符合图纸要求,公差根据模具特性应做到-0.1mm。
8.产品配合:面壳底壳配合:表面错位小于0.1mm,不能有刮手现象,有配合要求的孔、轴、面要.
做好上面几点,那么注塑模具制造厂流程中,好的成型产品自然就做出来了.
注塑模具生产厂有的是自己开发的产品,有的是公模产品,但是随着市场越来越大。公模产品随处可见,而且价格低利润低,主要是要走量才有利润。所以很多注射模具生产厂,都开发了属于自己的产品。因为塑胶产品也是属于消耗品。更新的特别快,尤其是做电商的,要不断开发新的产品,产品的功能也要不断的升级所以模具生产厂还是做自己开发的产品利润比较高。
那你产品组装起来的错位就会觉得很严重,相反如果是大产品,它的误差跟小产品的误差一样大,那大产品组装后就不会感觉到有太大问题,甚至是在可接受范围之内。注塑模具价格不光是由产品的大小来决定,还需要根据产品的结构复杂度,小型的注塑模具因为产品小,所以它的精度也会比较高,那制造的成本也就不便宜。