






产品别名 |
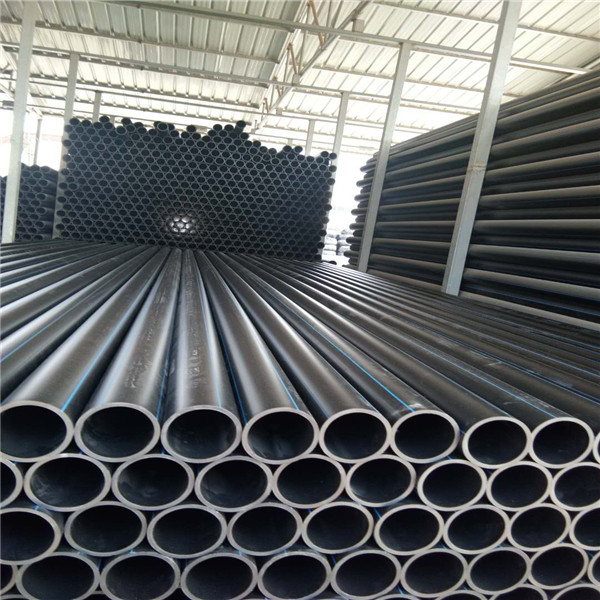
pe给水管,钢丝网挂架复合管,自来水管,聚乙烯消防管 |
面向地区 |
材质 |
HDPE |
|
长度 |
6m |
公称压力 |
16Mpa |
连续使用湿度 |
60℃ |
用途 |
给水管 |
壁厚 |
6mm |
公称外径 |
200mm |
颜色 |
黑色 |
云浮pe自来水管100级管材#ND110/125/160/200河北省腾达汇泰塑胶制品有限公司拥有的生产技术,完善的生产设备,致力塑料管材的、生产。生产:钢丝网骨架复合管,pe给水管,双壁波纹管,钢带增强管,注塑检查井,电力管,七孔梅花管,玻璃钢管。雄县腾达汇泰联系人王雅:183 9565 5622



保护产业协会会长王心芳介绍,近几年,我国膜技术包括膜生物反应器、反渗透、膜集成技术等,在城镇生活污水、工业废水的处理上取得了较大进展,其中我国膜技术在城镇生活污水处理上已有众多成功的典型,膜技术在工业废水处理上也进行了成功实践。(2)如果是钢筋混凝土剪力墙,则支管应敷设贴于墙表面,并用管卡子固定于墙面上,待土建墙面施工时,用高标号水泥砂浆抹平,或用钢板网包裹于管道外侧(敷设管道局部墙面或敷设管道的全部墙面)用水泥砂浆抹平,然后在外面贴磁砖等装饰材料。
操作规程
(一) 备料
1.把聚(PE)倒入(90机、65机)料筒,加入2%的黑色母混合均匀把粘结树脂倒入45机料筒;
2.把聚(PE)倒入(20机)料筒,加入2%蓝色母混合均匀;
(二)开机前(1)排水出户管的布置对的设计流量有很大影响。立管与管连接要用异径弯头,出户管好比立管大一号管径,出户管应尽可能通畅地将污水室外,中间不设弯头或乙字管。许多工程已证实,较细的排水出户管及出户管上的管件会使管内的压力分布发生不利的变化,允许流量值并且在以后使用中易发生坐便器排水不畅现象。
1、开温.
(1)开启90机配电柜电源。按下摸头加热1-5加热电钮,按下内加热1加热电钮(注公称外径DN200、DN250有内加热1.其他无内加热1)及模温机加热电钮,并开启模温机水泵,按表一设置适当温度;
(2) 开启65机、45机、20机配电柜电源,按下65机、45机模头加热1-4加热电阻。20机料筒加热1-3电阻,按照表4和表6设置适当温度;
(3) 当90机、65机、45机摸头加热约1个小时后,按下90机料筒加热1-5加热电阻,按照表一设置适当温度,65机、45机料筒加热1-4加热电阻,按表4和表6设置适当温度,并开启冷却水泵,打开各进阀门。
2.开启空压机,检查牵引1、牵引2、及切割机的压力是否适当,并检查各支气压的大小是否适当,进行。
3.切割机对溶剂粘接处渗漏的处理,可采用溶剂法。此时先排干管内的水,并使管内形成负压,然后将粘接剂注在渗漏部位的孔隙上。由于管内呈负压,粘接剂会孔隙中而达到止漏的目的。套补粘接法主要是针对管道穿小孔和接头的渗漏。此时选用长15~20cm的同一口径管材,将其纵向剖开,按粘接接头的将套管内面和被补管材的外表面打毛,涂胶后套在漏水处贴紧。玻璃纤维法是用环氧树脂加固化剂配成树脂溶液,用玻璃纤维布浸渍树脂溶液后,均匀缠绕在管道或接头渗漏处的表面,经固化后成为玻璃钢。由于该施工简单、技术易、堵漏效果好且成本低,在防渗补漏中具有很高的推广使用价值。
(1)根据不同规格的管材,更换合理的表具,公称外径DN200、DN250用大表具,DN110、DN160用小表具;
(2)的进刀量,切管时间,设置好生产管材长度,并把各导轮调到适当的位置,见表8参数。
1.缠绕机的检查
(1)开机前要检查导丝头与约束套是否同心,并且不要把胶丝层与裸丝层混乱安装。根据管材规格连接完毕,管子与管件保持足够的冷却时间,冷却到一定程度后方可松手。当PP-R管与金属管件连接时,应采用带金属嵌件的PP-R管作为过渡,该管件与PP-R管采用热熔承插连接,与金属管件或卫生洁具的五金配件连接时,采用螺纹连接,宜以聚丙生料带作为密封填充物。如拖布池上接水龙头,就在其上PPR管末端安装内牙弯头(内有螺纹)。管道安装中,不得过猛,以免损伤丝扣配件,造成连接处渗漏。管材切割也可采用管剪切断:管剪刀片卡口应到与所切割管径相符,切断时应均匀加力,切断后,断口应用配套整圆器整圆。断管时,断面应同管轴线垂直、刺。安表10布置好钢丝根数,按表11决定好缠绕角度和缠绕机转速
(2)然后把钢丝依次穿过线盘——导丝头——约束套,平均分成4股;
(3)把平分的四股过塑钢上和四股螺丝上,依此通过高频加热圈、烘箱、45机摸头、胶风环、65机摸头、外层风环,接上下、左右四股用钢丝扣子扣紧在外牵引管的端口上;
2.当摸头升温约2小时后,对模具的口摸压环裸丝进行调节,使每个裸丝均匀压紧为止。
(三)开机
1.开启90机附属设备干燥机风机电源、干燥机电热电源和加料机电源开关,将吸料嵌入料筒中,按下吸料机上的自动吸料及清网按钮,开始吸料90机料斗内,干燥机和吸料机按照表9设置适当温度和时间
2.当90机、65机、45机和20机料筒升温到设置温度后,保温约一小时开启90机、65机、45机、20机主电机,启动增速电钮至转速
3.挤进芯管内层PE、粘结树脂和外层PE吸射线条,观察芯管内、外壁是否光滑,粘结树脂出料是否均匀,外层PE表面是否光滑,厚度是否一致
4.对模具口出料的均匀和厚度进行,一般是松薄边,压厚边
5.当壁厚均匀调节之后,开启烘箱电源开关,设置一定温度,然后关掉90机、65机、45机、20机停止挤料
6.把芯管退出定位筒约200㎜,芯管离模具口也约100㎜处,把牵引设定为前进,启动牵引1按钮,并松开牵引1夹具,把牵引按表3增速至的速度,开启90机挤出模具中的老料,然后把芯管进行热敷,热敷时螺杆转速应低于正常转速,一般为5-10r/min.
7.待芯管热敷到可以粘接时,迅速把1、2号真空小箱前进,使热敷好的芯管端头靠近模具,马上把模具中挤出的芯管覆盖,在热敷好的芯管上进行对接,对接时要压紧、粘牢、牵引1夹具,并前进1.2号真空小箱,当接头定位筒时,迅速开启真空水箱1里面的水泵1、真空1、水泵2、真空2,定位筒离模具口约1.5cm-5cm之间,真空水泵停止前进,并把90机螺杆按照表2增速到转速;
8.真空水箱1里面的前后真空压力阀到适当范围
9.当水箱通过真空水箱1、真空水箱2、牵引1……快要靠近真空水箱3前面的外牵引引管时,开启事先设置好与牵引1同步的牵引2(其速度设置见表3)
10.开启45机电机,增速螺杆至转速,在芯管和钢丝上涂一层300-500mm长的胶层,使芯管与钢丝粘结,然后关掉45机,开启缠绕机,并把电钮调到自动位置。
11.当均匀的过塑钢丝快高频加热圈时,开启高频设置好适当温度,以过塑钢丝与芯管粘好为
12.开启烘箱,把上、下、中三区设置好适当温度,使裸丝能与胶丝粘好,并分布均匀。
13.待均匀的两层钢丝快45机胶层模具时,启动45机主电机,启动转速电钮按表5调至转速,观察胶层在钢丝和芯管上是否均匀,开启45机模具与65机模具之间的小风环,对涂胶的管材进行冷却
14.当均匀的胶层经过65机模具口时,启动65机主电机,启动增速电钮按表7调至转速,迅速把挤出的PE压紧在胶层的四周,同时开启真空水箱里面的水泵2、真空2、外风环
15.涂上外层PE的管子3号真空水箱胶皮时,马上开启水泵1、真空1,并好适当的3号真空压力
16.然后已复合好的管材依次通过3号真空水箱、4小号水箱、打印机(打印程序为商标符号→商标→公司名称→产品名称符号SRTP→用途代码(LQT)→塑料代号PE→公称外径mm→壁厚mm→公称压力Mpa→号CJ/T189-2007→生产年数→年月日),牵引2到切割机按切割。
(四)停机
1.先关闭90机挤出电机及模机加热开关,关机摸机温度降到40℃以下
2.当芯管过了真空水箱1里面的段水管时,关掉真空1、水泵1,然后依次关掉真空2、水泵2;
3.当芯管依次通过真空水箱2。、牵引1到过塑钢丝缠绕盘时,迅速用透粘好胶丝并切断过塑钢丝,关掉高频加热
4.当芯管到达裸丝缠绕盘时,用透把裸丝、胶丝和芯管粘在一起,并切断裸丝,关掉烤箱
5.芯管到胶膜时,关掉45机挤出电机,水风环到外层时关掉65机挤出电机、20机挤出扣及外风环
6.关掉90机、65机、45机、20机所有加热开关及所有利用开关
7.待管材全部通过切割机到翻管架时,关掉牵引2,并关掉水箱的水泵电机
最近来访记录







