产品别名 |
玻璃钢管件法兰 |
面向地区 |
全国 |
玻璃钢弯头压制成型装置,其特征在于:主要由机架,设置于其侧壁的具有玻璃钢弯头型腔的模具机构,与所述玻璃钢弯头型腔弧度一致的填料曲臂以及底部设置在所述机架上端面上的动力缸构成,其中,与所述弯头型腔连接的进料口为环绕所述填料曲臂的漏斗状,所述填料曲臂的一端设有与弯头型腔截面一致的推挤圆环,用于将物料推进弯头型腔内部并压实,所述填料曲臂的另一端与所述动力缸的活塞杆铰接。
半模具分体成型,在固肽玻璃钢没有相关弯头模具的前提下,制作半弯头模具,制作出两个半玻璃钢弯头后,将两者拼接成一个弯头成品。
预制管道后虾节弯成型,先制作出相应规格的玻璃钢管道,然后将管道切割成若干段后
拼接成弯头。此成型方法大多应用在对玻璃钢弯头有一定刚度要求的条件下,或者没有现成模具而制作模具成本相对较高时的前提下。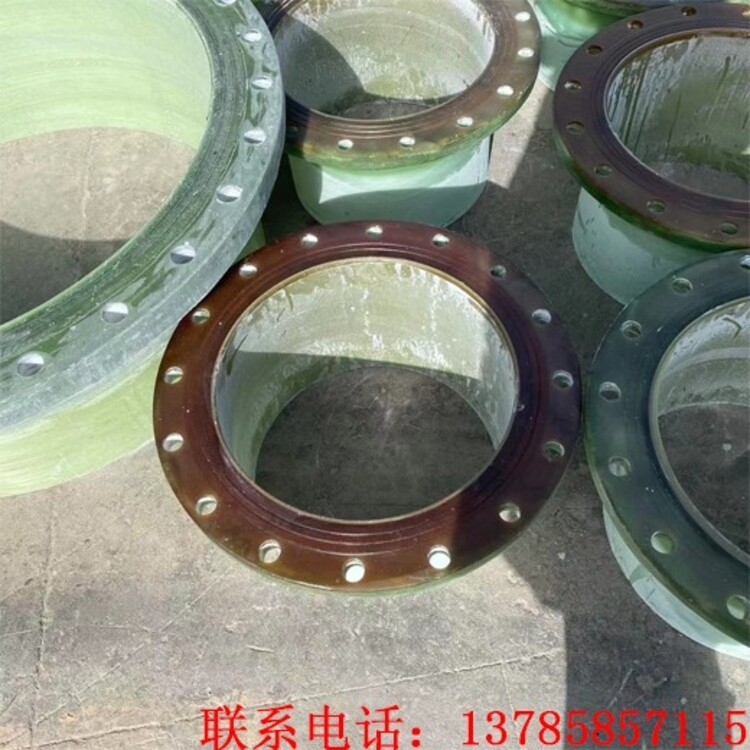
执行规范:玻璃钢弯头的制作、检验及验收按照HG/T21633-1991《玻璃钢管和管件》标准。
加工特点:目前DN800以下标准的玻璃钢弯头可以在模具上整体成型,小于DN600以下标准的玻璃钢弯头转弯半径为管径的1.5倍,其它玻璃钢弯头转弯半径等于相应管径。固肽玻璃钢也可以根据客户要求生产各种规格各种形式的玻璃钢弯头