


关键词 |
新泻注塑机,注塑机业务员电话,寮步注塑机,石岐区注塑机 |
面向地区 |
产地 |
广东 |
|
规格 |
4m*1m |
新旧程度 |
全新 |
颜色 |
蓝色 |
注塑机合模机构特点:采用三模板、机铰合模机构;主要受力零件全部经过UG有限元分析,受力均匀; 大斜排角设计、箱式模板设计,合模机构刚性好,所需开模力小,开合模运行快速稳;移动模板静压支撑设计,承载能力大;模板、十字头、机架等主关零部件全部由公司自有的数控大型加工设备加工,确保加工精度。
注塑机操作项目:注塑机操作项目包括控制键盘操作、电器控制系统操作和液压系统操作三个方面。分别进行过程动作、加料动作、压力、速度、顶出型式的选择,料筒各段温度的,压力和背压压力的调节等。
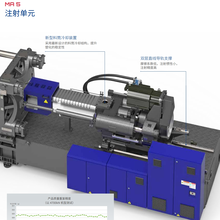
一般螺杆式注塑机的成型工艺过程是:将粒状或粉状塑料加入机筒内,并通过螺杆的旋转和机筒外壁加热使塑料成为熔融状态,然后机器进行合模和座前移,使喷嘴贴紧模具的浇口道,接着向缸通入压力油,使螺杆向前推进,从而以很高的压力和较快的速度将熔料注入温度较低的闭合模具内,经过一定时间和压力保持(又称保压)、冷却,使其固化成型,便可开模取出制品(保压的目的是防止模腔中熔料的反流、向模腔内补充物料,以及制品具有一定的密度和尺寸公差)。成型的基本要求是塑化、和成型。塑化是实现和成型制品质量的前提,而为满足成型的要求,有足够的压力和速度。同时,由于压力很高,相应地在模腔中产生很高的压力(模腔内的平均压力一般在20~45MPa之间),因此有足够大的合模力。由此可见,装置和合模装置是注塑机的关键部件。
注塑机的伺服节能系列注塑机,配备了的伺服变速动力控制系统,在注塑机成型过程中对不同的压力,作出不同的频率输出,并对压力进行的闭环控制,实现伺服电机对注塑机能量需求的高速响应及匹配和自动调整。
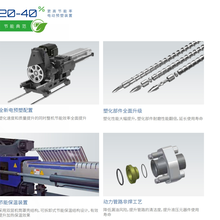
1、 采用性能的伺服控制器,伺服电动机等节能器件;
2、 灵敏的伺服控制系统,快速启动反应时间仅需0.04S;
3、 伺服电机与液压系统组成闭环控制,相比传统机型重复精度提高;
4、 减轻开锁模的冲击,延长机械部件和模具的使用寿命;
5、 减少电力的使用,在理想工作状态下该机型比传统注塑机节电效率可达20%-80%;
6、 系统发热量远远低于传统注塑机,节约了冷却水30%左右的用量,延长了油路密封件和液压件的使用寿命;
7、 整行运行时噪音低,比传统注塑机明显下降。
————— 认证资质 —————
广东本地注塑机热销信息
站内来访