关键词 |
威海PP罐,聊城pp焊接储罐储罐生产厂家,烟台pp板储罐储罐生产厂家,烟台真空计量槽储罐生产厂家 |
面向地区 |
全国 |
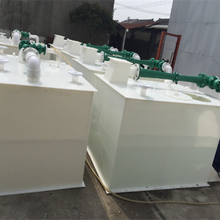
PP储罐在使用过程中需要注意以下几点:
1. 在不能确定可否能盛装某种物质时,应该及时参考说明,需要时用罐体材质样块浸泡实验。
2. PP储罐的小软化点是108度,大碎裂点是-70度,所以一般情况下可以盛装温度-40度到60度的液体。
3. PP储罐罐体上的进料口、出料口、液位计口、法兰等都是整体一次成型焊接,不需要再另配进料口,再盛装酸碱性物质时,需要配置耐酸碱垫圈,在盛装有机物特别是时,要配置不易溶解的橡胶垫圈。
4. PP储罐不适合盛装强氧化剂和良好的类。
5. PP储罐的材质是聚丙烯,可以盛装常温下的无机酸、碱、盐大部分物质及许多有机物。
PP储罐具有优良的耐化学腐蚀性,对于无机酸、碱、盐(氧化性介质除外)都具有较好的耐腐蚀性。常见的PP储罐溶液包括:稀硫酸、盐酸、氢氟酸、双氧水、磷酸、氨水等。PP储罐在大多数同类型厂家还在完全依靠手工焊接加工设备的时候,我们采用进口热熔自动碰焊机及自动焊等多种焊接工艺相结合,在大幅提高了焊接强度的同时,杜绝了因为职工的情绪波动、经验对设备质量的影响。
生产准备:
一、材料准备:原材料主要是树脂和无捻玻纤纱。
二、模具准备:准备工作包括清理、组装及涂脱模剂等。
三、喷射成型设备:喷射成型机分压力罐式、泵供式和综合式三种:
1、 泵式供胶喷射成型机,是将树脂引发剂和促进剂分别由泵输送到静态混合器中,充分混合后再由喷枪喷出,称为内混合型。
其组成部分为气动控制系统、树脂泵、助剂泵、混合器、喷枪、纤维切割喷射器等。树脂泵和助剂泵由摇臂刚性连接,调节助剂泵在摇臂上的位置,可配料比例。
在空压机作用下,树脂和助剂在混合器内均匀混合,经喷枪形成雾滴,与切断的纤维连续地喷射到模具表面。这种喷射机只有一个胶液喷枪,结构简单,重量轻,引发剂浪费少,但因系内混合,使完后要立即清洗,以防止喷射堵塞。
2、 压力罐式供胶喷射机是将树脂胶液分别装在压力罐中,靠进入罐中的气体压力,使胶液进入喷枪连续喷出。它是由两个树脂罐、管道、阀门、喷枪、纤维切割喷射器、小车及支架组成。工作时,接通压缩空气气源,使压缩空气经过气水分离器进入树脂罐、玻纤切割器和喷枪,使树脂和玻璃纤维连续不断的由喷枪喷出,树脂雾化,玻纤分散,混合均匀后沉落到模具上。这种喷射机是树脂在喷枪外混合,故不易堵塞喷枪嘴。
3、 综合式喷射成型器综合了以上两种成型机的优点使设备优势进一步扩大,采用了温度可控的树脂、催化剂混合容器,操作简单混合均匀。
混合后的树脂、固化剂由泵从相应的容器中吸出、玻纤经玻纤切割器切割经喷射器连续喷出,树脂和固化剂被雾化、玻纤分散混合均匀后沉落到模具上,这种成型机减少了引发剂和催化剂的挥发减少了空气污染有效的降低对人体的危害,并且立混合的方式有效的解决了管堵塞的问题。
喷射成型工艺控制
一、喷射工艺参数选择:
1、 树脂含量 喷射成型的制品中,树脂含量控制在90%左右。
2、喷雾压力 当树脂粘度为0.2Pa•s,树脂罐压力为0.05~0.15MPa时,雾化压力为0.3~0.55MPa,方能组分混合均匀。
3、喷枪夹角 不同夹角喷出来的树脂混合交距不同,一般选用20°夹角,喷枪与模具的距离为350~400mm。改变距离,要高速喷枪夹角,各组分在靠近模具表面处交集混合,防止胶液飞失。
二、喷射成型:
①环境温度或树脂温度应控制在(25±5)℃,过高,易引起喷枪堵塞;过低,混合不均匀,固化慢。
②喷射机系统内不允许有水分存在,否则会影响产品质量。③成型前,模具上先喷一层树脂,然后再喷树脂纤维混合层。
④喷射成型前,先调整气压,控制树脂和玻纤含量。
⑤喷枪要均匀移动,防止漏喷,不能走弧线,两行之间的重叠富庶小于1/3,要覆盖均匀和厚度均匀。
⑥喷完一层后,立即用辊轮压实,要注意棱角和凹凸表面,每层压平,排泡,防止带起纤维造成毛刺。
⑦每层喷完后,要进行检查,合格后再喷下一层。
⑧后一层要喷薄些,使表面光滑。
⑨喷射机用完后要立即清洗,防止树脂固化,损坏设备。
结构层成型:
一、产品的主要承力层
A.结构层由如下缠绕层组成
※ 无碱玻璃纤维内环向缠绕层
※ 无碱玻璃纤维内交叉缠绕层
※ 无碱玻璃纤维外环向缠绕层
B.成型设备为计算机控制的往复式交叉缠绕设备。
C.缠绕工艺的主要技术参数:
※ 缠绕纱类型:2400Tex 无碱无捻玻璃纤维缠绕纱
※ 导丝头团数:48
※ 梳齿宽度:200mm
※ 缠绕层树脂含量:50.0%
※ 交叉缠绕角:55°
聚丙烯储罐成型工艺采用碰焊绕带式缠绕技术,品质达到国内水平,主要工序有罐体碰焊、外部焊接、绕带缠绕、管口安装等。
一、罐体碰焊绕带式缠绕缠绕制作:
罐体碰焊就是用全自动塑料拼板机使聚丙烯板材加工成罐体成型的工艺。系统采用微电脑控制,根据聚丙烯板的加热焊熔原理自动拼接。
二、外部焊接制作:
外部焊接就是用进口自动挤出焊接机组使储罐应力大部位实现大焊缝一次焊接成型的工艺。将与釜体性质相同的全新聚丙烯颗粒料热熔在大焊缝处,与罐底、罐体成一体
三、管口安装制作:
管口安装是后一道工序,等同于底部焊接的缩小版本,就是用进口小型自动挤出焊接机组,将接管与法兰焊接成型,再采用开孔器在釜体上开相应尺寸的口径,后采用手提挤出焊接。
pp塑料罐使用注意事项:
1、塑料罐使用年限不可过长(通常使用寿命为两年),如有破损、变形要停止使用;
2、长期放置要注意做好防晒、防淋措施,可用遮篷盖好,存放温度范围以-18~40℃为佳;
3、封装好的塑料罐所堆砌用的托盘宜采用双面平托盘,且规格低于130cm,边缘塑料罐不要超出托盘边际部分,整体重心保持在托盘的中心点附近;
4、堆砌起来的塑料罐要保障其稳固性,可用缠绕膜固定,防止坍塌,注意固定pp塑料罐时要避免用力过猛造成变形破损,层数高度不易过高,底座要水平密实。

全国PP罐热销信息