





关键词 |
注塑机快速换模系统,注塑机快速换模系统 |
面向地区 |
全国 |
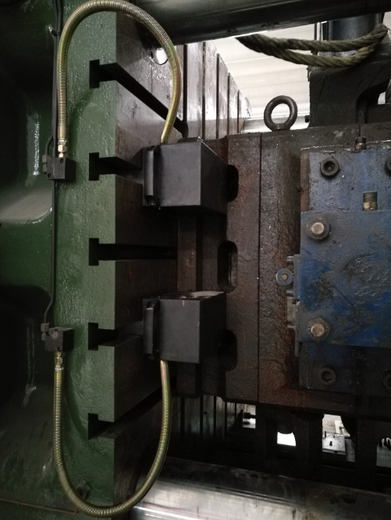
液压夹具就是用液压元件代替机械零件,通过液压控制实现对工件的自动定位、支承与夹紧的夹具。
具有夹紧力大,夹紧可靠,工作平稳,使用方便等优点,广泛应用于数控机床,加工中心,自动化生产线等场景。
通过把选用的液压元件和设计的机械部分装配在一起,就可以得到所需要的夹具。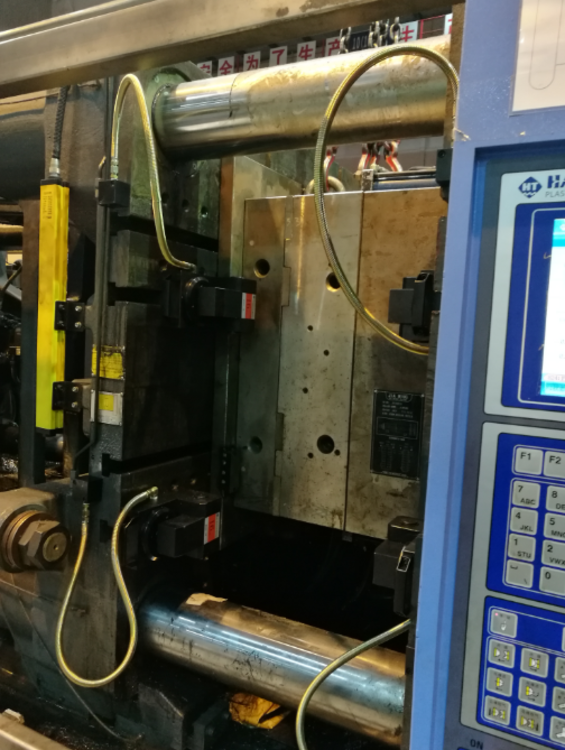
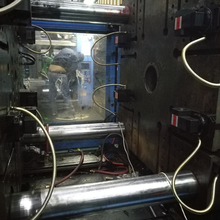
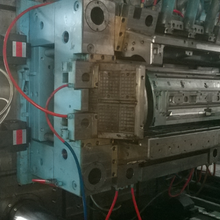
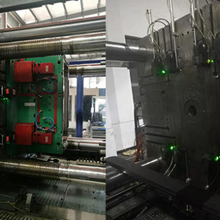
压铸机快速换模系统包含夹模器、控制箱以及动力单元,通过操作控制手柄上的按钮便可快速拆卸模具与装夹模具,的降低换模时间。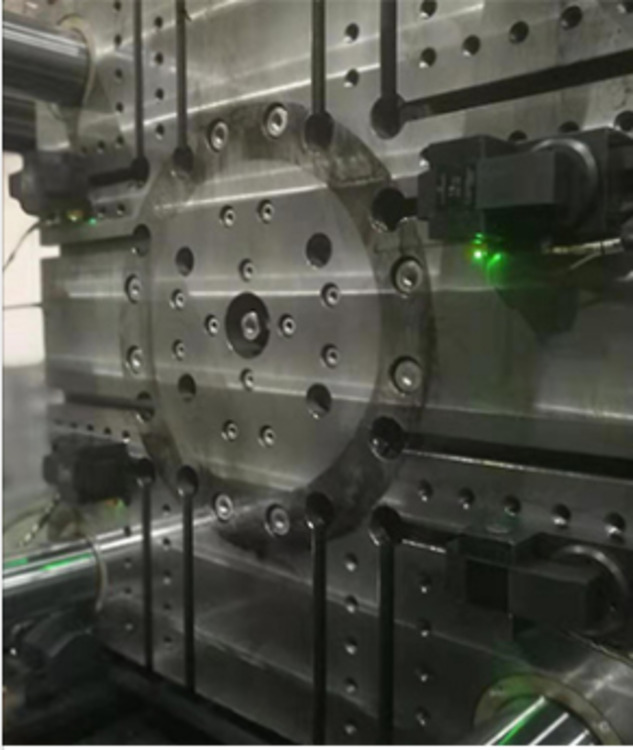
尽量将内部时间转换为外部时间,缩短停机换模时间。
在还没有停机的时候就做好前期准备,比如:如工装夹具准备;零部件准备;作业指导书准备;升降工具、作业台准备等。
提高内部换模效率。
(1)简化模具取按动作
(2)多人并行工作
(3)缩短调整时间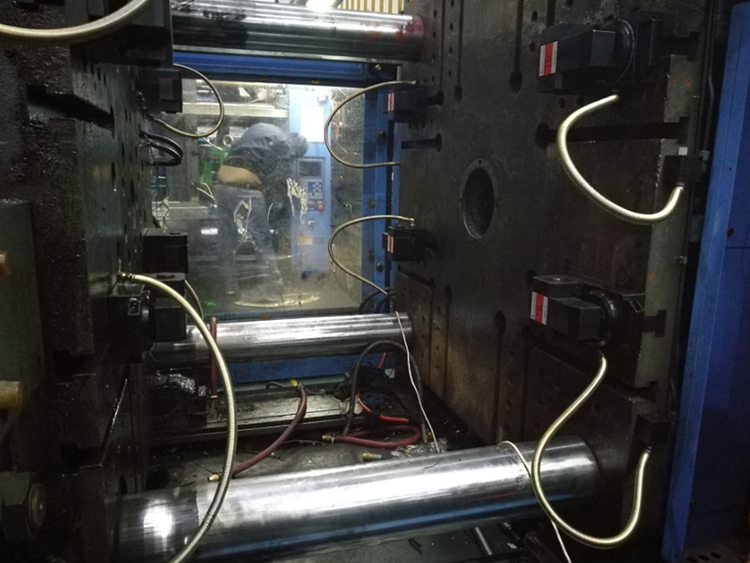
快速换模装置基本由快速换模支架、模具顶起夹紧装置、模具顶起夹紧管路三部分组成。对于有移动工作台的大重型压力机,国际上已普遍使用PLC 技术、触摸屏控制及自动可调式夹紧器等装置。从而使预置多种模具安装模式,自动更换、调整、安装、夹紧模具成为可能,换模时间也大大缩短。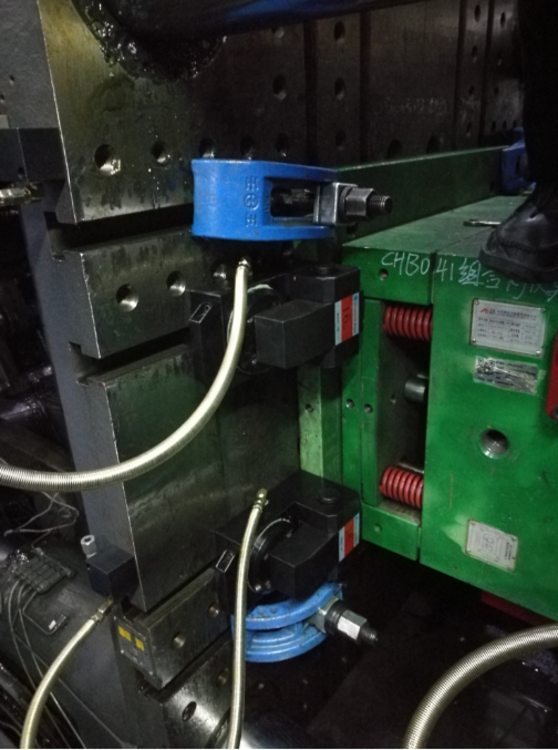
传统企业如何进行高速换模应做到管理的信息准确化
班组负责人对设备编写《生产计划排产表》,分别交给移动岗负责人、下料班组负责人,移动岗员工根据排产的顺序和时间及时准确的准备相应 的物料和模具,下料班组根据计划安排准确的准备相应的物料,
从而使各环节信息流畅,节省了时间,也了设备切换的顺利进行。
调整时间尽量减短
动手调整之前应明确需要调整的是什么,例如是石村调整还是位置挪移。接着分析调整原因,要注意具体问题具体分析。此外还要分析操作的熟练程度与效果之间的关系,以期寻找对策,改善方式方法,提高成功率。
当然企业还是要根据自身现场的设备状况和工艺条件探索更适合自身使用的方法。