产品别名 |
钢丝网骨架塑料复合管,pe钢丝网骨架管,钢丝网pe消防管,聚乙烯钢丝网骨架管 |
面向地区 |
全国 |
.钢丝网骨架塑料复合管采用原材料和的生产工艺,使其具有较高的耐压性能。它还具有的灵活性,适用于长距离埋地供水,输气管道系统。用于钢丝网骨架聚乙烯复合管的管件是聚乙烯熔合管件。连接时,使用管道的内部加热元件来熔化管道的外部塑料和管道的内部塑料,以将管道和管道可靠地连接在一起。
PE管道焊接,PE管道对接焊缝:加热管道末端使用的东西,称为接触压力和温度定义下的“镜面”。在冷却过程中,端部会敏捷地接触并保持压力。 PE管材有中密度聚乙烯管材和高密度聚乙烯管材。根据壁厚可分为SDR11和SDR17.6系列。前者适用于输送气态人造气体,天然气和液化石油气。后者主要用于天然气的运输。与钢管相比,施工工艺简单,有一定的灵活性,更重要的是不用作防腐处理,这样可以节省很多工序。缺陷不如设备中的钢管。施工期间要特别注意加热的安全距离,并且不要将其暴露在空气中的太阳下,也不要暴露在太阳下。敏感以避免污水管道泄漏造成损坏。
管材插入电熔管件长度不足,可能造成脱焊,管材与管件的插入深度是有国标标准的,在插入前做好印记,用木棒或胶锤轻轻锤进插入深度达标。
焊接特别注意再次提醒:
在焊接时及焊接完成后的冷却时间内不得移动电熔管件且不能在管件上施加任何压力。
因为环境温度与线缆电压波动,都会影响焊接结果,所以通过现场试焊,切样做剥离试验,观察判断是焊接不足还是过火,来调整参数(调整后一段的时间或电压),得到佳的焊接。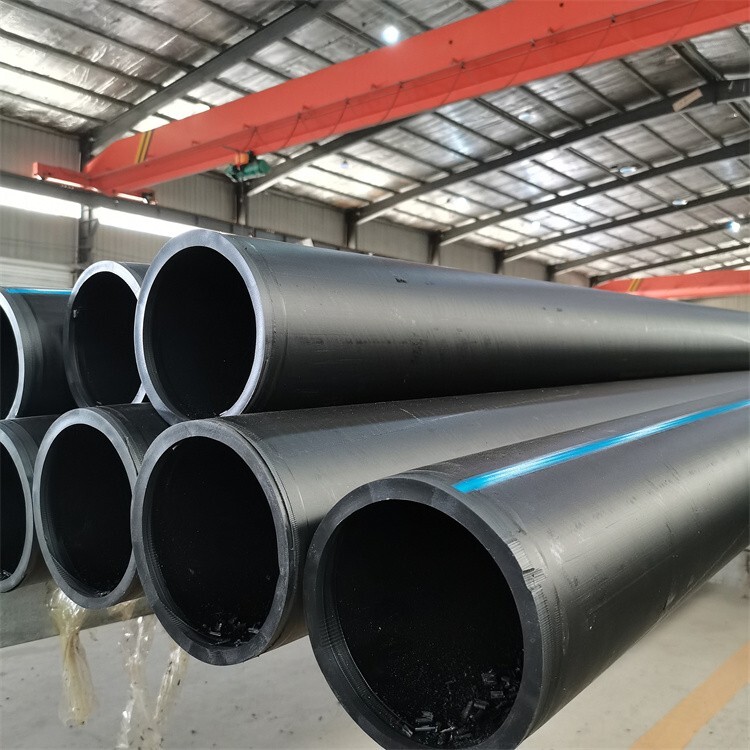
焊接前准备:
检查电源电压是否在焊机要求的范围之内,特别是发电机电压。检查导线容量是否到达焊机输出功率的要求和地线接地情况,测量电源电压,确认焊机工作时的电压符合要求,检查焊机的输出端尺寸是否和管件的接线柱匹配。
焊接面清理:
因聚乙烯管材经过一段时间的存放,就会在表面形成氧化层,故焊接前需将管材熔区外表面和管件内壁的氧化层完全清除否则将影响焊接质量,造成安全隐患。
测量管件承插口长度,并用白色记号笔在管材上标注出管件的承插深度,以方便管材承插到管件中心限位挡处。
焊接及记录:
按照电熔管件上提供的提示输入准确的焊接参数后,按确认键开始焊接。焊接过程结束,焊机会自动报警提示。焊接时记录焊接参数,以便对施工质量跟踪分析。
冷却:
焊接完成后再冷却过程中要让接头处于自然状态,且应冷却过程中不受任何外力作用,不得移动、转动接头部位及两侧管道。冷却时间应根据气候条件、管件大小等确定。不能在连接件未充分冷却的情况下(不小于 24h)对管路进行试压。
最近来访记录