关键词 |
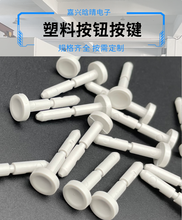
塑料ABS制品开模定制 |
面向地区 |
全国 |
材质 |
ABS |
品牌 |
国产 |
常用塑料种类有PE(聚乙烯)、PP(聚丙烯)、PVC(聚氯乙烯)、PET(聚酯)、EPS(发泡聚苯乙烯)、ABS(丙烯腈-丁二烯-苯乙烯共聚物)、PA(尼龙)等;其中PE有塑料大棚料、工业包装薄膜、乳酸饮料瓶、洗洁精瓶类等;PP有编织袋、打包带、捆扎绳、部分汽车保险杠等、PVC有塑料门窗型材、管材等;PET有可乐、雪碧等茶饮料瓶;EPS俗称泡沫塑料,快餐盒和电视机包装的泡沫都是这东东。
智能塑料由形状记忆聚氨酯制成,通过70摄氏度高温加热,它能从体积不足终体积的5%膨胀到终大小。如果终产品出现破损,可以重新熔化,并在几分钟内形成新物件,破损也将自动愈合。
比利时设计师卡尔·德斯梅特发明了一种自组装家具,被称为“智能塑料”。该塑料只要接通电源加热,它就能像爆米花一样,膨胀成任何你想要的形状。如果你对终出现的椅子或者是桌子的设计不满,只要通过软件就能重新给它塑形。这或许预示着宜家平装家具的终结。
在模具制造商中,轴头盖的模具制造商定制并使用各种金属和非金属材料,主要是碳钢、合金钢、铸铁、硬质合金、低熔点合金、锌基合金、铝青铜、合成树脂、聚氨酯橡胶、塑料、层压制品等。模具制造材料具有高硬度、高强度、高耐磨性、良好的韧性、高硬化、不变形、硬化、开裂等特点。
注意注射成型装置的方向。在模具总图中,吊装方向一般是图纸的主视图方向,吊装按总图进行。如果图案没有明确表达或者出于其他原因没有规则,那么注射装置的方向的选择遵循以下标准。当存在横向滑动结构时,请尝试使其移动方向与度方向平行。向下开口时,不要将其置于向上开口的方向上。有效地保持侧滑块的安全复位,避免触摸中心。
注塑成型厂家隐形成本之一:生产出来的产品达不到品质要求,一个订单重复生产多次,人工、电费、材料费。生产出来的产品,因为模具和注塑所导致的问题,花费大量的人工去手工加工,加工出来的产品还是没加工到位,之后就是重复的返工。一次两次三次越返越糟糕,也返工不良品就越多,人工去了,事情还是没做好。这就增加了无形的成本。所以模具很重要,模具如果做好了,就没有后面没完没了的手工加工。这样人工方面会节约很多。
注塑模具流程把控得好,其终的目的是做出好的成型产品来,那么注塑模具制造厂流程中做出好的成型产品,需要注意哪些事项?
1.产品表面不允许缺陷:缺料、烧焦、顶白、白线、披峰、起泡、拉白(或拉裂、拉断)、烘印、皱纹。
2.熔接痕:一般圆形穿孔熔接痕长度不大于5mm,异形穿孔熔接痕长度小于15mm,熔接痕强度并能通过功能安全测试。
3.收缩:外观面明显处不允许有收缩,不明显处允许有轻微缩水(手感不到凹痕)。
4.变型:一般小型产品平面不平度小于0.3mm,有装配要求的需装配要求。
5.外观明显处不能有气纹、料花,产品一般不能有气泡。
6.产品的几何形状,尺寸大小精度应符合正式有效的开模图纸(或3D文件)要求,产品公差需根据公差原则,轴类尺寸公差为负公差,孔类尺寸公差为正公差,顾客有要求的按要求。
7.产品壁厚:产品壁厚一般要求做到平均壁厚,非平均壁厚应符合图纸要求,公差根据模具特性应做到-0.1mm。
8.产品配合:面壳底壳配合:表面错位小于0.1mm,不能有刮手现象,有配合要求的孔、轴、面要.
做好上面几点,那么注塑模具制造厂流程中,好的成型产品自然就做出来了.
一般注塑模具工厂生产的产品都是用原材料完成注塑产品,各类的生活用品,电器,都是用原材料来注塑成型,客户所需要的标准也都是要达得到的。所以注塑模具采购时都要选好材料,才能让后续生产顺利和更好服务客户。
在现在的生活中小型的注塑模具是一种生产塑胶制出造的工具,也是注塑制品完整结构和尺寸的工具。小型的注塑模具是生产各种工业产品的重要工艺装备,现在塑料工业的迅速发展,塑料制品在电子生产时对模具的要求也越来越高,传统的设计小型注塑模具的方法已无法适应当今的要求。
| 主营行业:注塑加工 |
| 公司主营:注塑加工,塑料产品加工,注塑模具,塑料模具 |
| 采购产品:注塑用塑料粒子 |
| 主营地区:浙江 |
| 企业类型:有限责任公司 |
| 公司成立时间:2022-01-14 |
| 经营模式:政府或其他机构 |
| 公司邮编:314000 |
| 公司电话:0573-1345631 |
全国塑料ABS制品开模定制热销信息